

Arthur Cohen - Head of Marketing & Communication
What are the benefits of a connected preventive maintenance?
In the majority of cases, preventive maintenance operations are based on the equipment manufacturer’s recommendations. They’re planned over time and are based on periodic checks of the machines. It involves checking or replacing parts according to a pre-defined schedule and requires inspections by qualified technicians on the production sites. However this maintenance model shows its limits. Why and how can it be optimised?
For many manufacturing companies, ensuring maximum availability of equipment is a key issue. In other words, it is essential to anticipate malfunctions and problems that can paralyse production. This is why prevention is an essential pillar of any preventive maintenance strategy. At a time when new technologies are entering production sites, industrial maintenance processes can also reach higher efficiency.
This is particularly the case for critical assets hydropower plants, where maintaining maximum production availability is complex due to the geographical spread of multiple production sites that may not be connected and where there is not all the time human presence.
As a result, in the absence of real-time data, the company may miss out on foreseeable damage which, in the long term, can lead to unplanned downtime (over-use of a part resulting in premature wear and tear, for example). In the case of major equipment failures, production downtime can extend over long periods of time, sometimes up to several months.
“Traditional” maintenance is based on manual information gathering, which results in paper reports. This type of procedure has certain limitations because, on the one hand, it does not allow for a rapid and exhaustive collection of useful information. On the other hand, it does not facilitate the tracing of history or observation over a long period of time. There is a lack of hindsight.
Systematic preventive maintenance also proves to be insufficient to detect damage to the production tool sufficiently in advance or to monitor continuously key performance indicators.
Indeed, the lack of connectivity does not allow remote expertise to be carried out, the results of which could profitably be communicated to the maintenance technicians.
On the contrary, the digital transformation of preventive maintenance favours the implementation of good monitoring practices and improves equipment’s reliability. Connecting production assets allows first of all to measure the real wear and tear of the equipment. Secondly, access to historical production data helps to detect early warning signs of malfunctions leading to serious breakdowns. A connected maintenance model thus makes it possible to adjust the periodicity of interventions for the maintenance team with regard to the initial recommendations of the equipment manufacturer and to optimise the associated costs.
In order to make a transition to a connected maintenance system, several prerequisites must be considered.
Data collection
If the site is automated, it is necessary to collect the data from the industrial equipment, two simple options are possible:
Option 1: Retrieve the data produced by the PLCs and/or sensors via an IoT gateway, which then collects and uploads the data to the cloud
Option 2: If a database exists, connect to existing collection systems
Standardization of data
In the case of production spread over different sites, the equipment to be connected often proves to be heterogeneous (age, diversity of parts, etc.). It is then necessary to create a common data “dictionary” between all the sites in order to ensure a homogeneous correspondence between the variables collected from one site to another. Then, the deployment is carried out at two levels.
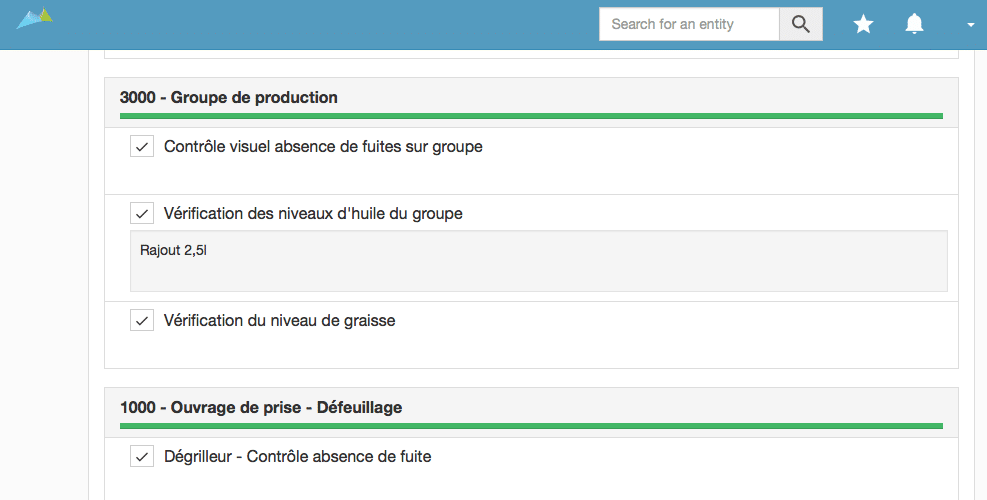
Example of preventive maintenance work instructions
nitially, the implementation of a connected preventive maintenance solution involves the dematerialisation of all the documentation and instruction sheets relating to systematic maintenance supplied with the production equipment: definition of the wear limit threshold, recommendations for the frequency of replacement of parts, repair procedures, specific points to be monitored, etc. The objective is to switch to paperless procedures.
Secondly, digitalisation leads to the planning of maintenance operations according to the actual use of the equipment, i.e. according to the established measure of their actual wear and tear, and not according to a previously defined duration. The appropriate parameters are taken into account, such as the exact number of operating hours and their intensity.
The paradigm shift occurs at the level of inspection scheduling. Inspections are no longer just calendar based. They are scheduled according to the real needs of the hydropower plant. Visits by maintenance agents and the replacement of parts are programmed in case these interventions are really necessary.
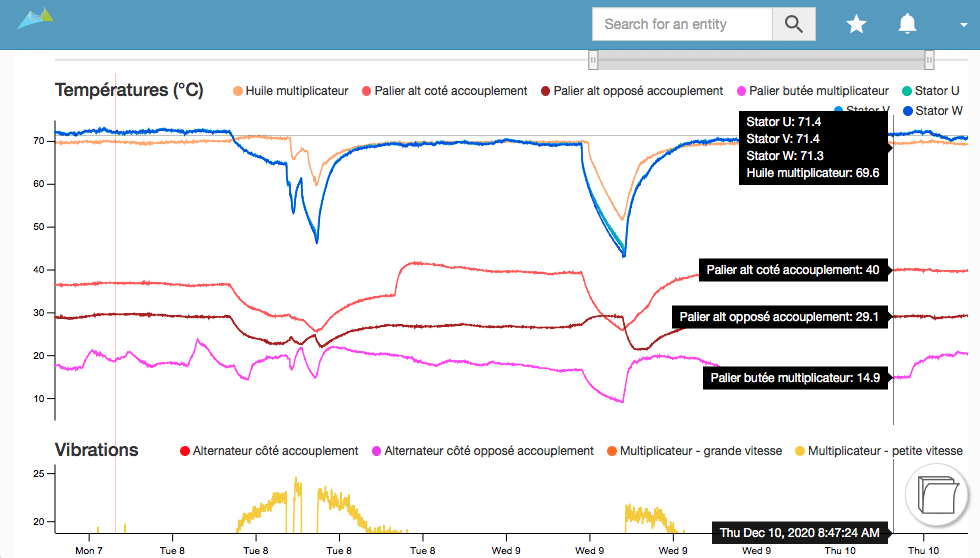
Production data visualization facilitates the identification of potential future failures
In the absence of hindsight over a long period of time, it is difficult to detect weak signals accurately. Equipment often does not have the required function to ensure long-term data retention. In addition, teams of technicians and maintenance staff are not always able to detect them on site, especially when the frequency of the event is high.
In a hydropower plant, this type of monitoring can be applied to many pieces of equipment. For example, for a guard valve controlled by an oil plant, it is relevant to monitor leakage resumptions. This is a trivial and frequent event, but it can lead to serious consequences such as wear and tear of the cylinders or premature wear of the control pumps. For valves of several metres in length, the impact in terms of time and cost can be very significant. Only the precise measurement of a too high frequency of this event indicates the probability that a bigger problem may occur and that an inspection is required.
The integration of these weak signals within the SMAP connected maintenance application enables the teams at SHEM, France’s third largest hydroelectric producer, to make more efficient use of the data collected. The application first of all gives experts the ability to model the physical behaviour of these weak signals on the basis of business rules, without the need for coding skills. Secondly, the experts can assist the teams in the field by remotely analysing the data and confirming the diagnosis. Preventive maintenance reports coupled with an intelligent alert system provided by the application guide the teams’ interventions in order to carry out preventive spare parts replacements and thus avoid long equipment downtime.
Maintenance technicians intervention on site
The deployment of connected preventive maintenance therefore makes it possible to optimise the frequency of operations while ensuring greater traceability of the operations carried out. This monitoring of weak signals has notably made it possible to avoid a major failure generating a gain in availability of between 5 and 10%. While water is a continuously accessible driving force, it also represents as much renewable energy produced in addition.
In addition, the intervention of maintenance teams to deal with malfunctions prior to breakdowns increases the profitability of production sites. This is an essential benefit when figures show that a major breakdown may lead to a production stoppage of several weeks that can impact a factory’s annual income by 30 to 50%.
Related News